Ultralydshorner en av de mest dyptgripende aspektene ved ultralydteknologi.Selv MED FLERE ÅR MED DESIGN og utviklingserfaring, har VI stor tro på at kun gjennom streng testing og kvalitetskontroll kan vi produsere det beste sveisehodes.Våre ingeniører vil sveise hodets akustiske egenskaper og mekaniske egenskaper for perfekt kombinasjon, designe mest i tråd med kundenes behov for produkter,ultralydformer en nøkkelparameter, ultrasonisk mold amplitude parameter er også veldig viktig i praksis!
Muggamplitudeparameterdesign: amplitude for sveisematerialer er en nøkkelparameter, tilsvarende temperaturen til ferrokrom, temperaturen vil ikke nå sammensmeltningen, temperaturen er for høy vil gjøre råvarene svidd eller føre til strukturelle skader og styrkeforringelse.På grunn av forskjellig valg av transduser er forskjellig, amplituden til transduserens utgang etter tilpasning av forskjellige variable forhold mellom amplituden og sveisehodet, i stand til å korrigere sveisehodeamplituden for å samsvare med kravene, vanligvis transduserens utgangsamplitude for 10-20 mikron, og arbeidsamplituden, generelt ca. 30 mikron, og amplitudeendringen av sveisehodet enn med amplituden og formen til et sveisehode, før og etter arealforholdet og andre faktorer, form, som eksponentiell amplitudevariasjon, funksjonell amplitudevariasjon, stigetype amplitudevariasjon osv. har stor innvirkning på forholdet, arealforholdet før og etter totalforholdet er proporsjonalt med forholdet.Hvis du velger de forskjelligeultrasonisk sveisemaskin, den enkleste måten er å lage den i henhold til andelen av sveisehodet, som kan sikre stabiliteten til amplitudeparameteren.

Form frekvens parameter design:Ultralydsveiserha en sentral frekvens, slik som 20KHz, 40khz osv. Arbeidsfrekvensen tilsveisemaskinerbestemmes hovedsakelig av den mekaniske resonansfrekvensen til transduseren, boosteren og hornet.Frekvensen til generatoren justeres i henhold til den mekaniske resonansfrekvensen for å oppnå det samme.Desveisehodeer laget for å fungere i resonanstilstand, og hver del er utformet som en resonator med halvannen bølgelengde.Både generatoren og den mekaniske resonansfrekvensen har et resonant arbeidsområde, for eksempel den generelle innstillingen på ±0,5 KHz, som sveisemaskinen kan arbeide normalt innenfor.Når du lager hvert sveisehode, vil resonansfrekvensen bli justert, og feilen mellom resonansfrekvensen og designfrekvensen må være mindre enn 0,1 kHz.For eksempel, 20KHz sveisehodet, frekvensen til sveisehodet vil bli kontrollert i 19,90-20,10khz, og feilen er 5‰.
Formvibrasjonsnodedesign:sveisehodet og smørestangen er utformet som en halvbølgelengderesonator med en arbeidsfrekvens.I arbeidstilstanden er amplituden til de to endeflatene størst og spenningen er minst, mens noden som tilsvarer midtposisjonen har null amplitude og maksimal spenning.Generell design for fast nodeposisjon, men vanligvis er den faste posisjonen til designtykkelsen større enn 3 mm, eller sporet er fast, så den faste posisjonen må ikke være null amplitude, dette vil føre til noen anrop, og en del av energien tap, for lyd vanligvis med en gummiring med de andre delene, eller med lydisolasjonsmaterialer for skjerming. Energitapet tas i betraktning ved utforming av dysens amplitudeparametere.
Mer enn 10 års salg, justering av maskin- og sveiseerfaring, kjent med egenskapene til forskjellige utstyr og forskjellige plastsveising, nitteegenskaper, nøyaktig designformamplitude;Det finnes mange konvensjonelle testsveiseformer, som kan gi kundene testsveiseeksperimenter og gi nøyaktige sveiseresultater.
På frekvens:Det er feil i frekvensen til transduseren og smørestangen til hvert utstyr, og innstillingsområdet er generelt innenfor -0,6+0,1khz.Derfor lager vi produktene etter standard frekvens minus 0,25khz når kunden ikke spesifiserer frekvensen.For eksempel er frekvensen til 15KHZ-formen vi lager 14,75khz.Frekvensen på 20KHZ er 19,75khz, så alle produsenters utstyr kan brukes;Vi garanterer at formene lages mange ganger med minimal feil, slik at formene kan skiftes ut uten behov for å justere utstyrsfrekvensen på nytt eller kun litt finjustering.
Amplitude:0,77um 0,56um 0,40um 0,35um 0,30um 0,25um (tilsvarer frekvensen til forrige element i tur)
Om amplituden:fordi ytelsen til hvert utstyr er ujevn, det er gode og dårlige, vil vi lage passende amplitude i henhold til ytelsen til utstyret som brukes av kundene og materialet til sveiseproduktet;
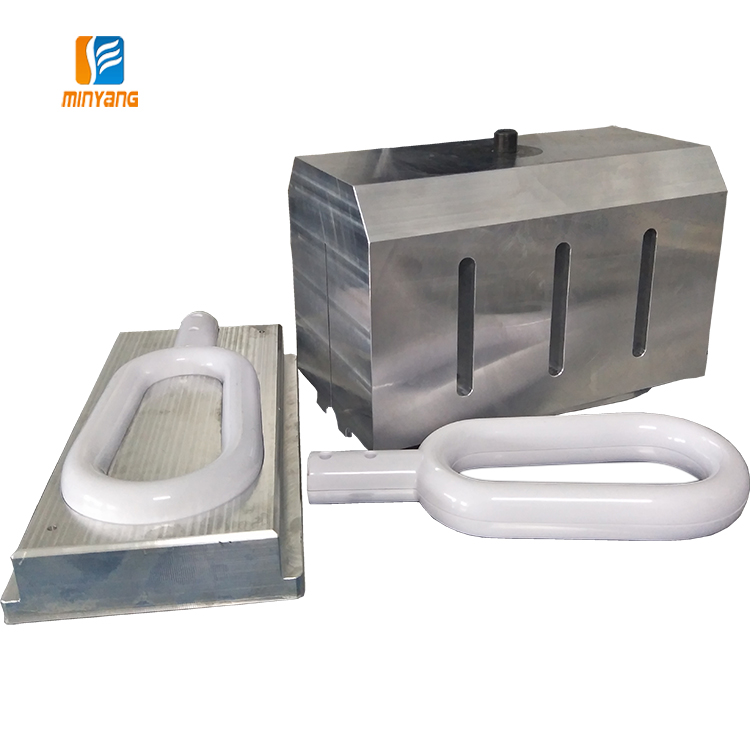
Mingyang ULTRASONIC EQUIPMENT CO., Ltd.er en profesjonell FoU, produksjon, salg av ultralyd utstyr/design/ultralyd mold samarbeid bedrifter.For å forbedre kvaliteten kjøpte vi 5 CNC-datamaskingraveringsmaskiner, og forkortet støpetidssyklusen for å fullføre design og produksjon av sveisehodet på relativt kort tid.Nå i tillegg til storskala produksjon av en rekke standard spesifikasjoner og produksjon av tilsvarende sveisehodet, har selskapet et sveisehode (HORN) design og produksjon verksted, det er engasjert i sveising hodet produksjon av mange år med mestere.I henhold til forskjellige former, forskjellige krav, ved hjelp av USA-importerte aluminiumslegeringsmaterialer, vakkert utseende, holdbar, godt mottatt av kundene.
Innleggstid: Sep-06-2022